Tiện là giai đoạn tối ưu không thể thiếu trong xưởng tối ưu cơ khí, giúp chế tạo ra các chi tiết máy giao hàng cho vấn đề lắp ráp thứ móc. Nếu như khách hàng là học viên CNC, hãy thuộc Tuyencongnhan.vn tìm hiểu những nghệ thuật tiện cơ khí cơ bạn dạng mà nhân viên quản lý máy tiện bắt buộc thành thạo.
Bạn đang xem: Kỹ thuật tiện
Yêu mong kỹ thuật | Các cách gia công |
• phương diện đầu gia công đảm bảo an toàn độ phẳng • cần vuông góc con đường tâm đưa ra tiết • bề mặt gia công đảm bảo độ nhẵn, form size theo yêu cầu bạn dạng vẽ | • Gá lắp • nhân tiện xén phương diện đầu A • Tiện phương diện trụ Φ = 28 cùng với L bởi 90 • vạt cạnh 1,5 x 45° • Vạt phương diện đầu với vát nghiêng cạnh còn lại |
- luôn tiện trụ ngắn 2
Yêu mong kỹ thuật | Các bước gia công |
• Độ đồng trọng điểm giữa các đường kính cho phép sai lệch ≤ 1 | • Gá lắp • một thể xén phương diện đầu A • Tiện khía cạnh trụ Φ24x50 và Φ17x20 • vạt cạnh 1 x 45° |
- tiện thể trụ nhiều năm 1
Yêu mong kỹ thuật | Các cách gia công |
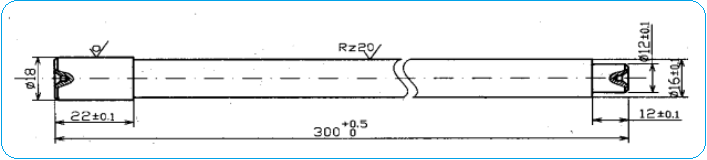
• Độ côn Φ18 chất nhận được sai lệch ≤ 1 • Độ đồng chổ chính giữa giữa những đường kính chất nhận được sai lệch ≤ 1 • các cạnh vạt 1x45° | • Vạt phương diện - khoan lỗ tâm • Gá lắp đưa ra tiết • thực hiện cắt gọt |
- nhân thể trụ lâu năm 2
Yêu mong kỹ thuật | Các bước gia công |
• Độ côn Φ16 được cho phép sai lệch ≤ 1 • Độ đồng trọng tâm giữa những đường kính cho phép sai lệch ≤ 0.05 • những cạnh vát 1x45° | • Vạt phương diện - khoan lỗ vai trung phong 2 đầu • một thể mũi trung tâm giả • Chỉnh độ côn giữa 2 mũi tâm • Gá cụ thể lên 2 mũi tâm • tiện trụ ngoài |
- tiện trụ bậc
Yêu ước kỹ thuật | Các cách gia công |
• Độ đồng trung tâm giữa những đường kính được cho phép sai lệch ≤ 0.05 • Độ vuông góc các bậc có thể chấp nhận được sai lệch ≤ 0.5° • các cạnh vạt 2x45° | • Gá gắn lần 1 • Vạt mặt đầu, tối ưu Φ40x40 – vạt nghiêng cạnh 2x45° • Gá lắp lần 2 – vạt mặt đầu • tiện thể thô Φ36 với Φ32 • một thể tinh cùng xén bậc vuông góc • vạt nghiêng cạnh và làm cho sạch bavia |
- Tiện giảm rãnh
Yêu mong kỹ thuật | Các bước gia công |
• những rãnh phải đảm bảo an toàn phẳng vuông góc với con đường sinh đưa ra tiết • Dung không đúng các kích thước rãnh là ± 0.1 • Độ đồng chổ chính giữa giữa những đường kính yêu cầu ≤ 0.1 | • Gá đính – vạt khía cạnh khoan tâm • Gá thêm – G/c 2 lần bán kính trụ ngoài • Tiện giảm rãnh • vạt nghiêng các cạnh |
- Tiện giảm đứt
Yêu cầu kỹ thuật | Các cách gia công |
• những mặt đầu cần phẳng không để lại lỏi • Độ tuy vậy song thân 2 mặt đầu chất nhận được sai lệch ≤ 0.2 • những cạnh vạt 2x45° | • Gá đính – Vạt phương diện – vạt nghiêng • Tiện cắt đứt • Vạt mặt cùng vát nghiêng cạnh còn lại |
► Kỹ thuật gia công trụ trong
- Khoan trên vật dụng tiện
Yêu mong kỹ thuật | Các cách gia công |
• Độ đồng trọng điểm giữa những đường kính cho phép sai lệch ≤ 0.2 • những cạnh vạt 2x45° | • Gá đính thêm – Vạt phương diện đầu – vát nghiêng • Tiến cắt |
- tiện lỗ suốt
Yêu cầu kỹ thuật | Các cách gia công |
• Độ đồng tâm giữa những đường kính có thể chấp nhận được sai lệch ≤ 0.1 | • Gá đính lần 1 (Đầu A) • Khoan lỗ Φ16 • nhân thể lỗ Φ18 • vát cạnh vào 1x45° • Gá gắn lần 2 (Đầu B): Tiện khía cạnh đầu cùng với Ltổng = 36 – vạt nghiêng |
- luôn thể lỗ bậc
Yêu mong kỹ thuật | Các bước gia công |
• Độ đồng trung ương giữa các đường kính được cho phép sai lệch ≤ 0.1 | • Gá thêm lần 1 (Đầu A) • Khoan lỗ Φ16 • luôn tiện lỗ Φ19 • một thể lỗ Φ22x18 • vát cạnh vào 1x45° • Gá lắp lần 2 (Đầu B) - Tiện phương diện đầu cùng với Ltổng = 36 – vát nghiêng |
- luôn thể lỗ kín
Yêu mong kỹ thuật | Các bước gia công |
• Độ đồng trung tâm giữa những đường kính được cho phép sai lệch ≤ 0.1 • các cạnh nên thẳng vuông góc với con đường sinh đưa ra tiết • Dung sai kích thước rảnh ±0.1 | • Gá gắn thêm lần 1 (Đầu A) • Khoan lỗ Φ16x20 • luôn tiện lỗ Φ25 • vạt cạnh vào 1x45° • Gá đính thêm lần 2 (Đầu B): Tiện phương diện đầu với Ltổng = 36 – vát nghiêng |
► Kỹ thuật gia công côn
- nhân thể côn phần trăm - một thể côn ngoài bằng bàn trượt trên
Yêu mong kỹ thuật | Các cách gia công |
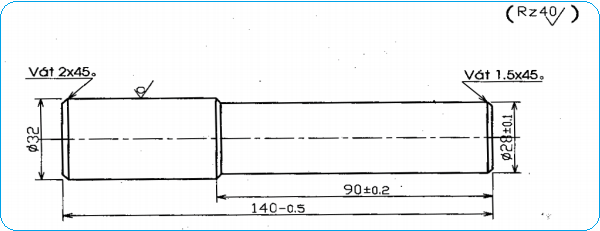
• Độ đồng tâm giữa các đường kính có thể chấp nhận được sai lệch ≤ 0.05 • những cạnh vát nghiêng 1.5x45° | • Gá phôi, gá dao • Vạt khía cạnh đầu – luôn tiện trụ Φ30x33 • luôn tiện côn • Vạt mặt đầu và vát nghiêng cạnh còn lại |
- một thể côn ngoài bằng bàn trượt trên
Yêu ước kỹ thuật | Các cách gia công |
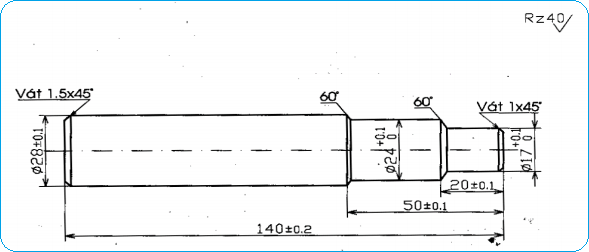
• Phần côn Morse cần tiếp xúc với áo côn mẫu mã trên 2/3 chiều dài côn • Độ đồng trung khu giữa những đường kính chất nhận được sai lệch ≤ 0.1 • các cạnh vạt 1.5x45° | • Gá đính thêm (đầu A) • Vạt mặt – luôn thể Φ24x86 • luôn thể phần côn • một thể Φ17x5 – vát nghiêng • Vạt mặt đầu và vát nghiêng cạnh còn lại |
- nhân thể công ngoài bởi PP tấn công lệch ụ động
Yêu mong kỹ thuật | Các bước gia công |
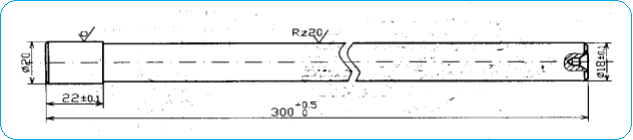
• Phần côn Morse bắt buộc tiếp xúc cùng với áo côn mẫu mã trên 2/3 chiều nhiều năm côn • Độ đồng trung ương giữa những đường kính có thể chấp nhận được sai lệch ≤ 0.05 • những cạnh vát 1.5x45° | • Vạt mặt, khoan trung ương 2 đầu • tiện thể mũi chống phụ • luôn thể Φ30.4x130 và Φ20x15, vạt cạnh • Đánh lệch ụ động • luôn thể phần côn • nhân tiện phần trụ Φ24x40 – vát nghiêng |
- nhân tiện côn lỗ
Yêu mong kỹ thuật | Các cách gia công |
• Phàn côn Morse yêu cầu tiếp xúc với trục côn chủng loại trên 2/3 chiều dài côn • Độ đồng vai trung phong giữa các đường kính được cho phép sai lệch ≤ 0.1 • các cạnh vát 1.5x45° | • Gá đầu A: gá phôi, gá dao • Vạt khía cạnh đầu – tiện thể trụ Φ32x40 – vạt nghiêng 1.5x45° • Trở đầu – vạt khía cạnh đầu, khoan lỗ Φ16 • luôn tiện lỗ Φ20 • tiện thể côn lỗ • vạt cạnh |
► Kỹ thuật gia công trang trí bề mặt
- Tiện mặt định hình
Yêu mong kỹ thuật | Các cách gia công |
• những cung tròn buộc phải tiếp xúc khít với dương • những cạnh nên vát nghiêng 1.5x45° | • Gá đầu A • luôn thể vát phương diện đầu với Φ28x30 • nhân thể thô mặt buôn bán cầu R14 • nhân tiện tinh mặt cung cấp cầu R14 • luôn tiện thô khía cạnh cung lõm R10 • tiện tinh phương diện cung lõm R10 • Gá trở đầu B |
- Lăn vân nhám
Yêu mong kỹ thuật | Các cách gia công |
• vết vân nhám nên nổi rõ, đều, ko nát • Độ đồng trung ương giữa những đường kính chất nhận được sai lệch ≤ 0.1 • các cạnh vạt 1.5x45° | • Vạt mặt, khoan trung tâm đầu A • Trở đầu: Gá đính thêm – Tiện mặt đầu cùng với Ltổng = 105 – luôn tiện Φ28x30, vạt cạnh • Tiện các phần trụ nhằm lăn nhám • Lăn nhám thẳng • Lăn nhám chéo • vạt cạnh |
► Kỹ thuật gia công ren tam giác
- cắt ren bởi Taro và bàn ren
Yêu ước kỹ thuật | Các cách gia công |
• Ren buộc phải đúng hình dạng, không trở nên đổ mẽ và lắp ghép êm sít với nhau • Độ đồng trung khu giữa những đường kính cho phép sai lệch ≤ 0.1 • những cạnh ngoài vát 1.5x45° - cạnh vào vát 0.8x45° | *Cắt ren bởi bàn ren • Gá gắn lần 1 – đầu A (gá phôi) • luôn thể các kích cỡ trụ, vát cạnh • giảm ren bởi bàn ren • giảm đứt • Gá thêm lần 2 – đầu B, tiện khía cạnh đầu Φ20x12, vát cạnh *Cắt ren bằng Taro • Gá lắp lần 1 – đầu A • Vạt khía cạnh đầu – khoan lỗ • vạt cạnh trong với ngoài • Taro trên sản phẩm công nghệ tiện • Gá gắn thêm lần 2 – Đầu B, tiện khía cạnh đầu còn lại, vạt cạnh |
- luôn thể ren tam giác ngoài
Yêu ước kỹ thuật | Các bước gia công |
• Ren phải đúng hình dạng, không trở nên đổ mẽ cùng lắp ghép êm sít với nhau • Độ đồng trọng điểm giữa các đường kính có thể chấp nhận được sai lệch ≤ 0.1 • Độ côn phần ren được cho phép sai lệch ≤ 0.05 • các cạnh vạt 1.5x45° | • Gá gắn lần 1 (đầu A) – Gá phôi, gá dao • luôn tiện Φ30, phần trụ ren M24, vát cạnh • So dao theo dưỡng gá • cắt thử, chất vấn lại cách ren • tiện thể thô ren • tiện thể tinh ren • Gá đính thêm lần 2 (đầu B): tiện khía cạnh đầu Φ30x20, vạt cạnh |
- tiện thể ren tam giác vào phải
Yêu ước kỹ thuật | Các bước gia công |
• Ren yêu cầu đúng hình dạng, không biến thành đổ mẽ và lắp ghép êm sít cùng với trục côn mẫu • Độ đồng trọng tâm giữa các đường kính cho phép sai lệch ≤ 0.1 • những cạnh vát 1.5x45° | • Gá lắp lần 1 (A) – Gá phôi, gá dao • Vạt mặt, khoan lỗ, vạt nghiêng • Tiện 2 lần bán kính đỉnh ren – vát cạnh • So dao • Điều chỉnh máy để tiện ren, khám nghiệm bước ren • một thể thô • tiện thể tinh • Gá lắp lần 2 (đầu B), vạt mặt khống chế KT chiều dài, vạt nghiêng các cạnh |
- nhân thể ren tam giác trong kín
Yêu cầu kỹ thuật | Các cách gia công |
• Ren nên đúng hình dạng, không bị đổ mẽ cùng lắp ghép êm sít cùng với trục côn mẫu • Độ đồng trung khu giữa các đường kính được cho phép sai lệch ≤ 0.1 | • Gá lần 1 (đầu A) – gá phôi, gá dao • Khoan lỗ Φ20x40 • tiện thể phần trụ Φ48x26, vát cạnh • Tiện 2 lần bán kính đỉnh ren – vát cạnh • giảm rãnh thoát dao cùng với Φ25x6 • So dao • Điều chỉnh máy để tiện test , kiểm tra bước ren • nhân thể thô • luôn thể tinh • Trở đầu B: tiện thể phần côn |
- một thể ren tam giác vào trái
Yêu ước kỹ thuật | Các cách gia công |
• Ren đề nghị đúng hình dạng, không xẩy ra đổ mẽ và lắp ghép êm sít với trục côn mẫu • Độ đồng vai trung phong giữa những đường kính chất nhận được sai lệch ≤ 0.1 • các cạnh vát 1.5x45° | • Gá thêm lần 1 (A) – gá phôi, gá dao • Khoan lỗ • Tiện đường kính đỉnh ren, vát cạnh • So dao • Điều chỉnh máy để tiện ren, đánh giá bước ren • nhân thể thô • tiện tinh • Gá gắn thêm lần 2 (đầu B), vạt mặt khống chế size chiều dài, vát nghiêng các cạnh |
►Kỹ thuật tối ưu ren truyền động
- luôn tiện ren vuông ngoài
Yêu ước kỹ thuật | Các cách gia công |
• Ren bắt buộc đúng hình dạng, không bị đổ mẽ với lắp ghép êm sít với đai ốc mẫu • Độ đồng trung khu giữa các đường kính có thể chấp nhận được sai lệch ≤ 0.1 • Độ côn phần ren chất nhận được sai lệch ≤ 0.05 • các cạnh vạt 1.5x45° | • Vạt mặt khoan trọng tâm (đầu A) – một thể bậc chống trượt Φ38x10 (đầu B) • Gá gắn phôi va dao • tiện Φ38x200, Φ38x4, giảm rãnh 6x3.5 với vát cạnh • Điều chỉnh máy để tiện ren giảm thử - khám nghiệm bước ren • luôn tiện phá thô • tiện tinh 2 sườn ren, đỉnh ren • tiện vát cạnh sắc |
- tiện ren vuông trong
Yêu ước kỹ thuật | Các cách gia công |
• Ren đề nghị đúng hình dạng, không trở nên đổ mẽ với lắp ghép êm sít với nhau • Độ đồng trung khu giữa các đường kính cho phép sai lệch ≤ 0.1 • Độ côn phần ren có thể chấp nhận được sai lệch ≤ 0.05 • những cạnh vát 1.5x45° | • con kê lắp lần 1 – gá phôi, gá dao • Vạt mặt, khoan lỗ, vát nghiêng • Tiện 2 lần bán kính đỉnh ren lỗ - lòng ren lỗ • Điều chỉnh máy nhằm tiện ren cắt thử - soát sổ lại cách ren • tiện phá thô • luôn tiện tinh nhì sườn ren, đáy ren lỗ • Vạt mặt, tối ưu đường khiếp trụ ngoài, vạt nghiêng cạnh |
- luôn tiện ren thang ngoài
Yêu ước kỹ thuật | Các bước gia công |
• Ren nên đúng hình dạng, không bị đổ mẽ với lắp ghép êm sít cùng với đai ốc mẫu • Độ đồng tâm giữa các đường kính được cho phép sai lệch ≤ 0.1 • Độ côn phần ren chất nhận được sai lệch ≤ 0.05 • các cạnh vát 1.5x45° | • Vạt phương diện khoan trung tâm (đầu A) – nhân tiện bậc chống trượt Φ38x10 (đầu B) • Gá lắp • một thể Φ38x200, Φ32x4, cắt rãnh 6x3.5 và vát cạnh • Gá gắn dao tiện thể ren thang • Tiện giảm thử và chất vấn bước ren • tiện thô ren thang • luôn thể tinh ren |
- luôn tiện ren thang trong
Yêu mong kỹ thuật | Các bước gia công |
• Ren đề nghị đúng hình dạng, không xẩy ra đổ mẽ với lắp ghép êm sít cùng với đai ốc mẫu • Độ đồng chổ chính giữa giữa các đường kính cho phép sai lệch ≤ 0.1 • Độ côn phần ren được cho phép sai lệch ≤ 0.05 • những cạnh vạt 1.5x45° | • Gá đính thêm lần 1 – gá phôi, gá dao • Vạt mặt, khoan lỗ, vát nghiêng • Tiện đường kính đỉnh ren lỗ, đáy ren lỗ • Gá dao luôn thể ren, so dao • Điều chỉnh máy giảm thử - đánh giá lại bước ren • nhân tiện phá thô • một thể tinh nhị sườn ren, đáy ren lỗ • Vạt mặt, gia công đường kính trụ ngoài, vạt nghiêng cạnh |
- nhân tiện ren nhiều đầu mối
Yêu mong kỹ thuật | Các cách gia công |
• Ren bắt buộc đúng hình dạng, không đổ, ko mẻ và hồ hết giữa những mối • Độ côn trên suốt chiều lâu năm đoạn ren có thể chấp nhận được ≤ 0.05 • những cạnh vát 1.5x45° | • Vạt khía cạnh khoan tâm • Gá lắp • nhân tiện &32x200 • luôn tiện thử 2 mối và kiểm tra • Tiện cắt thô và buôn bán tinh côn trùng 1 • nhân thể thô và buôn bán tinh côn trùng 2 • một thể tinh |
► kỹ thuật gia công chi tiết lệch tâm
- luôn thể trục lệch tâm
Yêu mong kỹ thuật | Các bước gia công |
• khoảng cách giữa 2 chổ chính giữa của bỏ ra tiết được cho phép sai lệch ≤ 0.2 mm • Đảm bảo độ không đồng trung tâm giữa các đoạn trụ cho phép sai lệch ≤ 0.2 mm | • Vạt mặt khoan tâm 2 đầu • Lấy dấu R13 • Lấy vệt lỗ tâm thứ 2 (tâm lệch) • sử dụng mũi bỗng nhiên dấu, tự dưng dấu tại điểm cắt • Khoan 2 lỗ trung khu lệch trên thứ khoan bàn • Gá đính lần 1 • luôn tiện trụ Φ22 • Gá lắp lần 2 (2 trung tâm chính) • nhân tiện đầu A (tiện thô) • Gá gắn lần 3 (đầu B): tiện thô và tiện tinh • nhân tiện Φ48, bo cung R12 • Gá gắn thêm lần 4 (trở đầu A): tiện thể tinh |
- Tiện bạc lệch tâm
Yêu ước kỹ thuật | Các cách gia công |
• khoảng lệch trung ương e giữa 2 lần bán kính Φ60 và Φ22 được cho phép sai lệch ≤ 0.2 • Độ song song giữa 2 khía cạnh đầu cho phép sai lệch ≤ 0.1 | • Gá thêm lần 1 • Trở đầu – gá đính lần 2 • Gá đính lần 3 (lệch tâm) – khoan lỗ Φ16 • luôn thể lỗ trụ Φ22 • luôn thể trụ Φ22 |
Ms. Công nhân
(Tham khảo nguồn TT technology cơ khí –
Đại học tập Công nghiệp Tp. Hồ nước Chí Minh)
Danh sách các trung tâm huấn luyện và giảng dạy lập trình quản lý máy CNC bạn phải biết
4.3 (903 tiến công giá)
30 kỹ thuật tiện cơ khí cơ bản nhân viên CNC phải thành thành thạo bientap
hội đàm tập thể là gì? 4 điều bạn lao động cần biết về mến lượng...
Thương lượng tập thể liên tục xảy ra ở nhà máy, xí nghiệp sản xuất khi fan lao hễ muốn đề xuất một sự việc liên quan cho quyền lợi, trách nhiệm, chế đ...
11.01.2023 109
Điện toán đám mây là gì? lợi ích của năng lượng điện toán đám mây đối với doanh nghiệp
Điện toán đám mây là thuật ngữ xuất hiện thêm nhiều trong thời đại 4.0 với nó được áp dụng trong hầu như các nghành nghề dịch vụ hiện nay. Vậy điện toán đám mây là gì...
10.01.2023 119
6 ứng dụng technology mới tác dụng trong ngành xuất bản
Công nghệ khoa học kỹ thuật nhập vai trò đặc biệt quan trọng trong sự trở nên tân tiến của tất cả các ngành nghề. Trong những số đó ngành xây dựng cũng chưa hẳn ngoại lệ. C...
Tem nhãn là gì? các loại chất liệu tem nhãn sử dụng thịnh hành
Tem nhãn là thứ bọn họ tiếp xúc hằng ngày, chúng có mặt ở tất cả sản phẩm hàng hóa xung quanh bọn chúng ta. Vậy chúng ta có biết tem nhãn là gì? phương châm của...
Hãy để vieclamnhamay.vn giúp bạn có được quá trình tốt nhất!
nâng cấp khả năng tra cứu kiếm bài toán làm kết nối gần rộng với nhà tuyển dụng chia sẻ việc làm với người thân, bằng hữu
×
Họ với tên (*)
Số điện thoại cảm ứng thông minh (*)
thư điện tử nhận tin tuyển chọn dụng (*)
Ngành nghề (tối đa 3) (*)
Công nhân/ LĐPTKỹ sư chăm ngành
Quản đốc
Trợ lý giám đốc
Kinh doanh/ quan tâm - quản lý khách hàng
Marketing
Nhân sự/ Công đoàn/ ERThư ký/ Hành chính
Kế toán
Lễ tân
Giám sát/ Kiểm soát chất lượng (QC/ QA)Chuyên viên pháp lýNghiên cứu giúp và cải tiến và phát triển (R&D)ESH (Chuyên gia mức độ khỏe, môi trường)Thiết kếLái xe
Kỹ thuật (điện/ nước…)Điện lạnh/ nhiệt lạnh
IT (Mạng/ Phần mềm)Mua sắm/ Purchasing
Bảo vệ
Thủ kho/ Kho vận (Logistic)Bếp ăn
Y TếDọn dẹp/ Vệ sinh
Phiên dịch viên
Khác
nghành nghề dịch vụ (tối đa 3) (*)
Cơ khí, lắp ráp
Luyện kim/ sắt thép
Da giày
Dệt may
Dược, Y tế, Mỹ phẩm
Thủy/ Hải sản/ Ngư nghiệp
Dầu khí/ lọc hóa dầu
Thực phẩm/ Đồ uống
Điện tử/ đính ráp
SX Linh kiện
In ấn/ Bao bì
Khai khoáng/ Địa chất
Hóa chất/ Nhựa/ Phân bón
Giao thông/ Vận tải
Năng lượng/ Điện lực
Viễn thông, công nghệ TTXi măng, VLXDSành sứ, thủy tinh, gốm
Nông, lâm nghiệp/ giấy
Xây dựng/ xây lắp
Môi trường, đô thị, cảnh quan
Thuốc lá
Mộc/ trang bị gỗ mỹ nghệ
Thủ công mỹ nghệ
Chế tác trang sức, đá quýLắp ráp ô tô, xe cộ máy
Khác
địa điểm muốn thao tác (tối đa 3) (*)
Toàn Quốc
An Giang
Bạc Liêu
Bà Rịa - Vũng Tàu
Bắc Kạn
Bắc Giang
Bắc Ninh
Bến Tre
Bình Dương
Bình Định
Bình Phước
Bình Thuận
Cà Mau
Cao Bằng
Cần Thơ
Đà Nẵng
Đắk Lắk
Đắk Nông
Điện Biên
Đồng Nai
Gia Lai
Hà Giang
Hà Nam
Hà Nội
Hà Tĩnh
Hải Dương
Hải Phòng
Hậu Giang
HuếHòa Bình
HCMCHưng Yên
Khánh Hòa
Kiên Giang
Kon Tum
Lai Châu
Lạng Sơn
Lào Cai
Lâm Đồng
Long An
Nam Định
Nghệ An
Ninh Bình
Ninh Thuận
Phan Thiết
Phú Thọ
Phú Yên
Quảng Bình
Quảng Nam
Quảng Ngãi
Quảng Ninh
Quảng Trị
Sóc Trăng
Sơn La
Thanh Hóa
Tây Ninh
Thái Bình
Thái Nguyên
Tiền Giang
Đồng Tháp
Trà Vinh
Tuyên Quang
Vĩnh Long
Vĩnh Phúc
Yên Bái
Khác
Nước ngoại trừ
tần suất nhận thư điện tử (*)
từng ngày mặt hàng tuần hàng tháng
Bạn luôn luôn có thể thay đổi tần suất email, cũng giống như tạm ngừng bất cứ lúc nào!
Gửi vấn đề cho tôi
Hãy nhằm vieclamnhamay.vn tìm kiếm nhân sự cực tốt cho bạn!
hiệu quả (Effective): tuyển đúng fan - tìm đúng việc thông liền (Acknowledge): Từng ứng cử viên và công ty lớn trong ngành xí nghiệp sản xuất - quần thể công nghiệp Đồng hành (Together): cùng sự phát triển của bạn và sự nghiệp của ứng viên
×
Tên đơn vị chức năng (*)
Người contact (*)
Số điện thoại cảm ứng (*)
e-mail (*)
khu vực (tối đa 3) (*)
Toàn Quốc
An Giang
Bạc Liêu
Bà Rịa - Vũng Tàu
Bắc Kạn
Bắc Giang
Bắc Ninh
Bến Tre
Bình Dương
Bình Định
Bình Phước
Bình Thuận
Cà Mau
Cao Bằng
Cần Thơ
Đà Nẵng
Đắk Lắk
Đắk Nông
Điện Biên
Đồng Nai
Gia Lai
Hà Giang
Hà Nam
Hà Nội
Hà Tĩnh
Hải Dương
Hải Phòng
Hậu Giang
HuếHòa Bình
HCMCHưng Yên
Khánh Hòa
Kiên Giang
Kon Tum
Lai Châu
Lạng Sơn
Lào Cai
Lâm Đồng
Long An
Nam Định
Nghệ An
Ninh Bình
Ninh Thuận
Phan Thiết
Phú Thọ
Phú Yên
Quảng Bình
Quảng Nam
Quảng Ngãi
Quảng Ninh
Quảng Trị
Sóc Trăng
Sơn La
Thanh Hóa
Tây Ninh
Thái Bình
Thái Nguyên
Tiền Giang
Đồng Tháp
Trà Vinh
Tuyên Quang
Vĩnh Long
Vĩnh Phúc
Yên Bái
Khác
Nước bên cạnh
Gửi tin tức đăng ký support
TIN NỔI BẬT
kinh nghiệm tay nghề khi đi vấn đáp vào tập đoàn lớn Samsung
Những kinh nghiệm tay nghề khi đi chất vấn tại tập đo...
GNP là gì? 5 tiêu chuẩn phân biệt GNP cùng GDP
Tìm hiểu về lĩnh vực kinh tế tài chính vĩ mô, các bạn sẽ ng...
Đậu vấn đáp chỉ bởi 12+ mẹo đối kháng giản, dễ dãi
Bạn đã từng có lần đi vấn đáp nhiều nơi nhưng vẫn...
Mách nhỏ 6 việc cần làm sau khi được mời phỏng vấn
Hồ sơ xin việc của chúng ta đã thừa qua cửa ải đầu...
9 tuyệt kỹ Giúp Ứng Viên đoạt được Nhà tuyển Dụng
Bạn được hẹn phỏng vấn và chưa chắc chắn nên có tác dụng g...
XEM NHIỀU vào THÁNG
HĐLĐ ko thời hạn và 6 điều cần phải biết
Nhiều NLĐ được DN thỏa thuận ký kết HĐLĐ khôn...
cập nhật quy định bắt đầu về tận hưởng BHXH một lần dành riêng cho...
Chạy ngay lập tức đi nếu va phải doanh nghiệp có 5 yêu cầu quá qu...
Ngoài các thỏa thuận về các bước và lương, t...
06.02.2023 138
hé mở 2 mẫu mã bảng lương người công nhân thông dụng tuyệt nhất hiệ...
Dù là đơn vị sử dụng lao động hay phiên bản thân ng...
02.02.2023 112
5 quy định tiên tiến nhất về thời hạn tăng ca NLĐ đề nghị biế...
Ngày càng nhiều doanh nghiệp ban đầu đẩy mạnh...
TIN TUYỂN DỤNG HOT
Cẩn tuyển
CÔNG TY CP ĐẦU TƯ PHÁT TRIỂN ĐÔ THỊ VÀ khu vực CÔNG NGHIỆP
Cẩn tuyển chọn
Cẩn tuyển chọn
Cẩn tuyển chọn
CÔNG TY CP GIẤY SÀI GÒN MIỀN TRUNG
Cẩn tuyển chọn
CÔNG TY CỔ PHẦN GIÀY DA và MAY MẶC XUẤT KHẨU
Cẩn tuyển
Cẩn tuyển chọn
thành phầm và thương mại dịch vụ
Dich vụ đăng tin tuyển dụng - coi CV
Gói tuyển chọn dụng dành riêng cho khai trương đơn vị máy
Dịch vụ tuyển dụng và đáp ứng Lao động
vieclamnhamay.vn vieclamnhamay.vnVề cửa hàng chúng tôi
Giới thiệu Vieclamnhamay.vn
Thông báo new
Quy định áp dụng
Hỏi đáp
Quy chế
私たちについて
기업, 공단을 위한 새로운 고용 솔루션
mạng xã hội
Ứng dụng di động


97, Doãn Kế Thiện, Phường Mai Dịch, Quận mong Giấy, Hà Nội
Đăng cam kết sàn TMĐT số 2016-0016/ĐK/TMĐT của bộ Công thương
Giấy phép tùy chỉnh thiết lập MXH bên trên mạng số 394/GP-BTTTT của Bộ thông tin Truyền thông
Cuốn sách KỸ THUẬT TIÊN được dịch ra tự cuốn sách xô viết ТОКАРНОЕ ДЕЛО. Ở Liên Xô cuốn sách này vẫn được xây dừng với con số lớn làm tài liệu đào tạo và giảng dạy thợ tiện trong những trường chuyên nghiệp và lớp học nghề tại những nhà máy.Nội dung cuốn sách trình bè lũ kết cấu, nguyên lý làm việc của sản phẩm tiện 1K62 và 16K20, technology gia công các cụ thể trên nó, tổ chức triển khai nơi làm việc của thợ tiện, khái niệm về cách lập quy trình technology gia công tiện, chọn cơ chế cắt, dụng cụ, thứ gá, cơ khí hóa và tự động hóa hóa trong thừa trình tối ưu trên lắp thêm tiện.
Cuốn sách cung cấp các bạn dạng vẽ kỹ thuật, các phiên bản vẽ phác của các loại gá lắp, và dụng cụ gia công có năng suất cao.Cuốn sách KỸ THUẬT TIỆN tương xứng với phần đông bạn hiểu có trình độ toán sơ cấp, kỹ năng cơ phiên bản về vẽ kỹ thuật, kỹ thuật cơ khí cùng công nghệ đồ liệu... Sách được sử dụng làm tài liệu học tập trong những trường huấn luyện công nhân kỹ thuật, là tài liệu mang lại công nhân học tập nâng cấp tay nghề, làm cho tài liệu tìm hiểu thêm cực có lợi cho sv , kỹ sư cơ khí ...
câu chữ cơ bản cuốn sách nghệ thuật tiện
PHẦN THỨ NHẤT: CÁC NGUYÊN LÝ KỸ THUẬT TIỆNChương 1: quan niệm cơ bạn dạng về gia một thể Chương 2: gia công mặt trụ ngoài
Chương 3: Quy trình technology gia công tiệnChương 4: gia công lỗ trụ
Chương 5: cắt ren bởi Taro và bàn ren
Chương 6: tối ưu mặt côn PHẦN THỨ HAI: MÁY TIỆNChương 7: những cơ cấu hoạt động của máy
Chương 8: khái quát chung về những loại lắp thêm tiện Chương 9: sản phẩm công nghệ tiện vít 1K62.Chương 10: sản phẩm tiện vít 16K20Chương 11: Nguyên lý quản lý và vận hành máy tiện.

PHẦN THỪ BA: CÔNG VIỆC TIỆN CÓ ĐỘ PHỨC TẠP CAOChương 12: gia công mặt định hình
Chương 13: gia công tinh nhẵn bề mặt
Chương 14: cắt ren bằng dao tiện ren
Chương 15: Gia công cụ thể với gá đính phức tạp
PHẦN THỨ TƯ: KHÁI NIỆM CƠ BẢN VỀ CẮT GỌT KIM LOẠIChương 16: đại lý vật lý của quá trình cắt gọt kim loại.Chương 17: Dao tiệnChương 18: những quy nguyên tắc của quá trình cắt gọt sắt kẽm kim loại trên thiết bị tiệnPHẦN THỨ NĂM: GIA CÔNG CÁC bỏ ra TIẾT ĐIỂN HÌNH TRÊN MÁY TIỆNChương 19: Quy trình technology gia công một số chi tiết điển hình trên máy tiệnChương 20: Biện pháp nâng cấp năng suất lao động tối ưu trên trang bị tiện.Chương 21: Phân loại máy tiệnPHẦN THỨ SÁU: KHÁI NIỆM VỀ CƠ KHÍ HÓA VÀ TỰ ĐỘNG HÓA trong SẢN XUẤTChương 22: Cơ khí hóa vào sản xuất
Chương 23: auto hóa trong sản xuất
Chương 24: Kỹ thuật an toàn
một vài tài liệu tương quan đến nghệ thuật tiện
Kỹ thuật phay - PH.Abarơbasôp - Dịch: nai lưng Văn ĐịchVẽ Kỹ thuật( Giáo trình vẽ kỹ thuật) - LX.VƯSEPÔNXKI, tín đồ dịch Hà quân dịch từ bạn dạng tiếng Nga.Hình học tập họa hình - V.o.Gooc
Đôn & M.a.xêmenxôp - Oghiepxki - người dịch: Nguyễn Đình Điện và Hoàng Văn Thân. Dịch từ bản tiếng Nga.Tính toán và chế tạo các cỗ truyền cồn bánh răng trong công tác sửa chữa. Người sáng tác G.A. PTITXƯN - V.V.KOKITSEV - bạn dịch Nguyễn Đức Phúc.
Xem thêm: Xe nâng tay cao 2 tấn 2000kg hs20/30 meditek đài loan, xe nâng tay cao 2m tải trọng 1
Chế Độ cắt gia công cơ khí - Khoa cơ khí Trường cđ công nghiệp tp. Hà nội biên soạn.Cẩm nang kỹ thuật cơ khí- tác giả Nguyễn văn HuyềnSổ tay thép nắm giới - Tác giả: GS.TS è cổ Văn Địch - PGS.TS Ngô Trí Phúc