Làm sao để tiến hành cách hàn tôn mỏng manh với phương thức dễ hàn nhất và nên chọn loại trang bị hàn làm sao là về tối ưu nhất. Hãy cùng thongtinkythuat.com giải đáp thắc mắc trong bài viết sau!
Loại trang bị hàn phù hợp hàn tôn mỏng?
Tôn thực ra là cấu tạo từ chất thép được cán mỏng mảnh và phủ thêm 1 lớp kẽm bên ngoài, đây là chất liệu sử dụng rất thịnh hành ở bao phủ đời sống mỗi ngày như từ nhà ở, nhà kho, bãi đậu xe cộ đến công trình xây dựng lớn như làm hải dương quảng cáo,…
Vậy với vật dụng hàn Tig, hàn Mig và hàn que, nhiều loại máy hàn nào phù hợp để hàn tôn mỏng, hãy cùng công ty chúng tôi điểm qua 3 nhiều loại máy hàn bao gồm sau đây!
Lý do lý do sử dụng trang bị hàn Mig để hàn tôn lại giỏi hơn hàn que nguyên nhân là nó đốt gai dây rất nhỏ ~0,8mm trong lúc que hàn tất cả đường kính to hơn >1.6mm khi hàn dễ bị dán que, hàn không xong xuôi khoát đề nghị thường làm cho nhiệt tại vùng đó tăng lên, gây thủng mối hàn. Đó là với trường phù hợp hàn tôn thông thường, còn trường hợp hàn tôn inox thì khuyên đề nghị dùng máy hàn Tig nhé!
Cách hàn tôn mỏng dễ dàng tại nhà!
Sau đây, thongtinkythuat.com sẽ chỉ chúng ta cách hàn tôn mỏng với vật dụng hàn Mig sử dụng khí Argon nhé! Khuyến khích bắt buộc dùng khi Argon khi hàn tôn, mặc dù nếu không có bạn vẫn có thể dùng khí Co2 vẫn cho tác dụng tốt nhất.
Bạn đang xem: Kỹ thuật hàn tôn mỏng
Chỉnh khí hàn
Đầu tiên là đề xuất chỉnh khí sao cho phù hợp nhất, rất tốt là không chỉnh thừa dư khí, gây tốn kém, không quan trọng và sản phẩm công nghệ hai cũng không được chỉnh khí ra vượt ít, không hiệu quả trong việc đảm bảo mối hàn tôn.
Chỉnh khí thế nào cho vòng bi ở giữa khoảng vạch 10 – 15 là được. Tùy vào cuộn dây hàn Mig, độ dày đồ hàn mà sẽ chỉnh tăng bớt mà các bạn thấy hợp lí là được.

Máy hàn Mig Hồng cam kết HK Mig 200D hàn tôn chất lượng cao
Máy hàn bán auto MIG Jasic NB 200E
Giá tham khảo: liên hệ
Máy hàn bán auto MIG Jasic NB 200E cũng là trong những máy hàn đa zi năng của thương hiệu Jasic siêng để hàn tôn mỏng, ngoại trừ ra, sản phẩm này còn cung ứng để hàn Mig không dùng khí với hàn que. Giúp máy có thể hàn được không ít loại thứ liệu không giống nhau như đồng, thép, nhôm, inox…
đáp ứng được que hàn 1.6 ~ 4.0mm, trong các số ấy hàn que 3.2 liên tục.2 tính năng hàn Mig đều sử dụng cuộn dây hàn 0.8 – 1.0mm, hàn trên trang bị hàn dày 0,6 – 8mm, sử dụng đồng hóa cuộn dây 5kg, tốc độ ra dây ổn định, đem đến hiệu suất thao tác làm việc cao.
Máy hàn bán tự động MIG Jasic NB 200E
Như vậy là thongtinkythuat.com vừa hướng dẫn các bạn phương pháp hàn tôn dễ dàng được triển khai trên sản phẩm công nghệ hàn Mig. Thực tế kim chỉ nan và thực hành thực tế nó không hề giống nhau như chúng ta nghĩ, chưa hẳn đọc hiểu định hướng là hàn đẹp được ngày, bạn cần phải tập hàn nhiều lần và có được kinh nghiệm của bản thân mình thì new hàn giỏi lên từng ngày một được. Chúc các bạn thành công!
Hỏi: Tôi dùng máy hàn que để hàn thép mỏng mảnh và xuất xắc bị thủng. đo đắn có chuyên môn hàn que nào hoàn toàn có thể hàn cùng với thép mỏng tanh không? Tôi sẽ học biện pháp hàn sắt, Công ty có thể hướng dẫn biện pháp hàn sắt mang lại tôi được ko ạ?Trả lời:
Cách hàn que tránh thủng khi hàn thép mỏng
Hướng dẫn bí quyết hàn sắt không thủng:
Mặc dù trong những quy trình nghệ thuật hàn thường có hướng dẫn lựa chọn cỡ que hàn cùng cường độ chiếc hàn cân xứng với độ dày của từng loại vật liệu rõ ràng để cho chất lượng mối hàn được tốt nhất có thể tuy nhiên yếu hèn tố tay nghề của fan thợ hàn cũng là cực kỳ quan trọng.
Thông thường, khi hàn sắt mỏng mảnh dễ bị thủng là vì dùng que hàn quá to và dòng hàn quá cao. đồ gia dụng hàn cũng dễ dẫn đến thủng do làm việc kéo quá lâu năm của fan thợ hàn.Để tránh hiện tượng kỳ lạ thủng khi hàn fe mỏng, lúc chọn vật tư hàn nên chọn lựa que hàn có 2 lần bán kính nhỏ. Điều chỉnh cái hàn với đồ vật hàn que: tương xứng với que hàn có 2 lần bán kính nhỏ, ta sẽ điều chỉnh cường độ chiếc hàn nhỏ để tránh khiến chảy đồ liệu.
Về thao tác kỹ thuật hàn que
Nên hàn từng nhịp ngắn, không nên kéo quá dài sẽ gây ra thủng đồ gia dụng liệu. Đối với vật liệu mỏng, tốc độ chấm ngắt cũng chậm hơn so với những vật liệu dày. Nghĩa là nên làm hàn đủng đỉnh để né quá nóng khiến chảy trang bị hàn.
Hướng dẫn hàn sắt cơ bản
Để học cách hàn sắt, chúng ta cần nắm rõ nguyên tắc hàn fe thép sau:
Cách hàn fe với thứ hàn que là chuyên môn hàn ko yêu mong cao về làm sạch vị trí hàn, tuy vậy không chính vì như thế mà làm lơ bước này. Cần làm sạch bụi bặm bằng rửa thép hay được sử dụng dụng gắng làm sạch bề mặt chuyên dụng. Khoanh vùng đặt kẹp mát cũng phải được gia công sạch để bảo vệ tiếp xúc tốt, điều này sẽ giúp ổn định hồ quang trong những khi hàn sắt thép.Tư gắng trong kỹ thuật hàn fe phải bảo đảm sao cho chúng ta có thể quan sát rõ vũng hàn. Người thợ phải tính hướng nhìn xuất sắc nhất, kị bị tay hàn bít mắt, và tránh giảm hít phải vùng khói hàn độc hại.1. Cấu hình thiết lập dòng năng lượng điện trong hàn sắt cơ bản:
Tùy theo nhiều loại điện cực thực hiện mà tùy chỉnh cấu hình dòng một chiều thuận, một chiều nghịch hay chiếc xoay chiều cho thiết bị.
Cần phải bảo vệ thiết bị được thiết lập chính xác trước lúc hàn.Độ khủng của mẫu hàn phụ thuộc vào 2 lần bán kính que hàn và một số loại điện cực hàn mà bạn sử dụng. Thông tin về dòng phù hợp với que hàn thường xuyên được nhà sản xuất que hàn hỗ trợ trên bao bì. Dòng hàn rất có thể điều chỉnh theo phương pháp tính sau: 1Amp tương ứng với 0.0254 mm đường kính que hàn.Đối với những người mới học biện pháp hàn sắt, bạn có thể để dòng hàn ở tại mức thấp sau đó điều chỉnh tăng 5 cho 10 Amp rồi coi xét khả năng hàn cho thích hợp.
2. Điều chỉnh độ nhiều năm hồ quang:Độ nhiều năm hồ quang phụ thuộc vào vào từng một số loại que hàn, từng địa điểm hàn. Với kỹ thuật hàn fe cơ bản, độ nhiều năm hồ quang đãng hàn tránh việc vượt quá 2 lần bán kính que hàn. Lúc độ lâu năm hồ quang thừa ngắn có thể làm mang lại hồ quang không ổn định, hoàn toàn có thể làm tắt hồ nước quang, vũng hàn đông cứng nhanh hơn và kĩ năng tạo vảy hàn cao. Hồ nước quang quá nhiều năm sẽ tạo ra hiện tượng bắn tóe mạnh, vận tốc kết tủa chậm rì rì và dễ dàng rỗ khí.
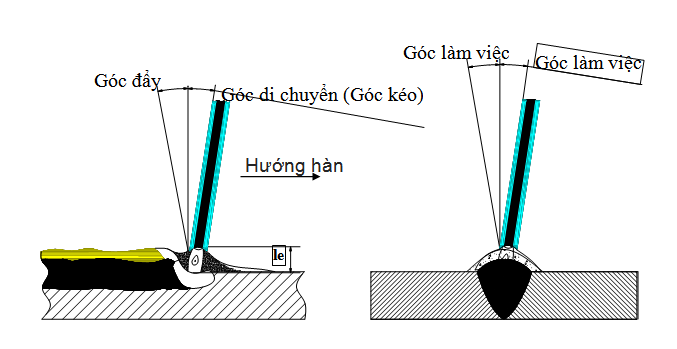
3. Chỉnh góc que hàn trong hàn fe thép cơ bản:Đối cùng với hàn bề mặt, góc que hàn đề xuất để từ bỏ 5 độ đến 15 độ theo phía chuyển động, đối với hàn fe thép bằng máy hàn hồ quang, địa chỉ đứng yêu cầu để góc que hàn tự 0-15 độ trái chiều với hướng di chuyển que hàn.
Xem thêm: Top 5 cách làm giá đỗ bằng hộp sữa bột 1 lít đơn giản tại nhà
Đối với những người mới học phương pháp hàn sắt cần xem xét chuyển hễ dọc theo trục mối hàn, gia hạn và điều chỉnh độ dài hồ quang. Vận động ngang duy trì độ rộng lớn của mặt đường hàn. Có khá nhiều loại đưa động: ngang, tiếp tục và hoạt động ngắt quãng tùy ở trong vào độ dày của đồ vật hàn. Cùng với hàn sắt mỏng tanh không cần phải có chuyển rượu cồn ngang của que hàn bởi vì độ rộng của hồ quang vẫn đủ làm đầy rãnh hàn. Trên đó là những phía dẫn bí quyết hàn fe cơ bản, mong rằng sau nội dung bài viết này các chúng ta có thể tự bản thân học biện pháp hàn sắt và biện pháp hàn sắt đẹp hối hả nhất.